選擇我們的理由

公司擁有留德博士等國內(nèi)知名大學(xué)畢業(yè)的研發(fā)團(tuán)隊
有多年服務(wù)于工業(yè)流體控制企業(yè)閥門設(shè)計、選型經(jīng)驗,能滿足工業(yè)對閥門、鍋爐等流體設(shè)備的嚴(yán)格要求
視客戶為家人,己所不欲,勿施于人
充分了解客戶工藝真實工況和需求,為客戶提供價值更匹配、價格更合理的技術(shù)解決方案和產(chǎn)品


嚴(yán)控閥門及旗下產(chǎn)品生產(chǎn)的每一道工序,嚴(yán)格按照行業(yè)國際標(biāo)準(zhǔn)測試
嚴(yán)格出廠的每一件產(chǎn)品,更有專人抽檢,確保100%合格。
專屬技術(shù)顧問和完備的客戶服務(wù)體系,方便您咨詢溝通
7x24小時客戶專線,72小時您有任何關(guān)于產(chǎn)品、工藝及業(yè)務(wù)上的事情隨時可以致電!

史威閥工業(yè)閥門公司成立于1955年,總部位于美國德克薩斯州休斯敦。史威閥是閥門行業(yè)的領(lǐng)先制造企業(yè),具有四個生產(chǎn)廠。在世界各地20多個國家和地區(qū)有史威閥的獨立辦公室和代理銷售網(wǎng)絡(luò)。史威閥具有豐富的 獨一無二的閥門設(shè)計制造經(jīng)驗,其產(chǎn)品廣泛應(yīng)用于電力、石化、環(huán)境工程、采暖制冷、供水、排水工程、建筑、造船以及食品及飲料企業(yè)。史威閥按照ANSI、ASME、API等先進(jìn)標(biāo)準(zhǔn)設(shè)計制造閥門,主要產(chǎn)品有閘閥、截止閥、止回閥、調(diào)節(jié)閥、球閥、蝶閥、儀表閥、伺服閥等;史威閥以優(yōu)異的品質(zhì)、合理的性價比,受到用戶的普遍歡迎。感謝中石油、中石化、中海油、國電、國投、大唐電力、臺塑、甕福化工等企業(yè)的大力支持,感謝全世界各地合作的客戶!

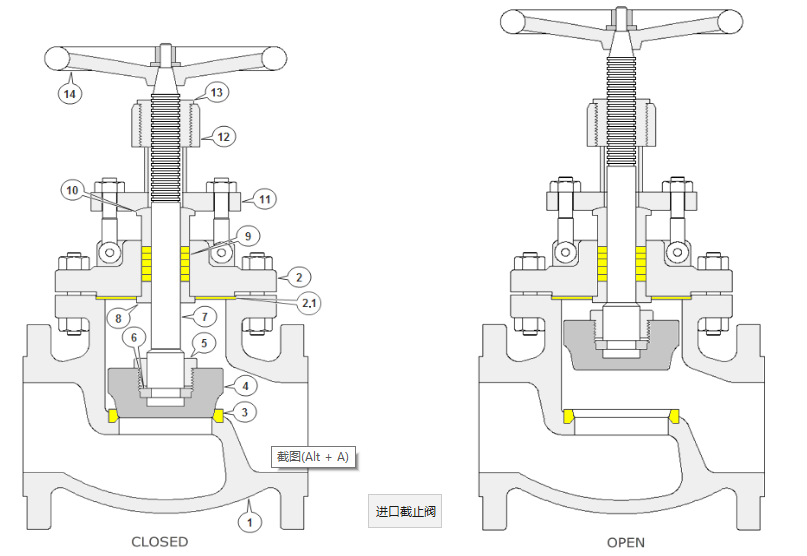
進(jìn)口手動截止閥手動閥有三種基本類型-截止閥,閘閥和球閥。當(dāng)然,每種都有很多變體,但是只要看一下它們的內(nèi)部工作原理,就會發(fā)現(xiàn)···
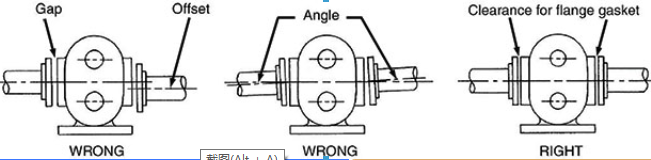
確定在控制閥尺寸計算中使用的壓降控制閥選型中最容易被誤解的地方可能是選擇壓降Δp,以用于選型計算。如果不考慮將要安裝閥門的···
進(jìn)口雙金屬疏水閥顧名思義,雙金屬疏水閥是用兩條不同的金屬條焊接在一起制成的。元件在加熱時會變形。(請參見右圖)。關(guān)于此簡···
平衡壓力疏水閥液體膨脹疏水閥的一個很大改進(jìn)是平衡壓力疏水閥,如右圖所示。其工作溫度受周圍蒸汽壓力的影響。操作元件是一個裝···
倒桶式疏水閥倒置桶式疏水閥如圖11.3.3所示。顧名思義,該機(jī)構(gòu)由一個倒置的鏟斗組成,該鏟斗通過杠桿連接到Valve。疏水閥的重要組···
鋼管架管架或管橋是專門設(shè)計和制造的結(jié)構(gòu),用于支撐沒有足夠結(jié)構(gòu)的多條管道。管架上的管道布局應(yīng)遵循在項目的初步工程階段建立的···
煉鋼煉鋼爐為了生產(chǎn)鋼鐵,工廠使用以下兩種工藝之一:堿性氧氣爐(BOF)或電弧爐(EAF)。堿性氧氣爐(BOF)堿性氧氣爐是將高爐中···
什么是鋼?一開始有鐵鐵是地殼中最常見的金屬之一。它幾乎以礦石的形式隨處可見,并與許多其他元素結(jié)合在一起。在歐洲,鐵礦的工···

咨詢熱線:
深13923499923
手機(jī):北13901231288
郵 箱:396526564@qq.com